



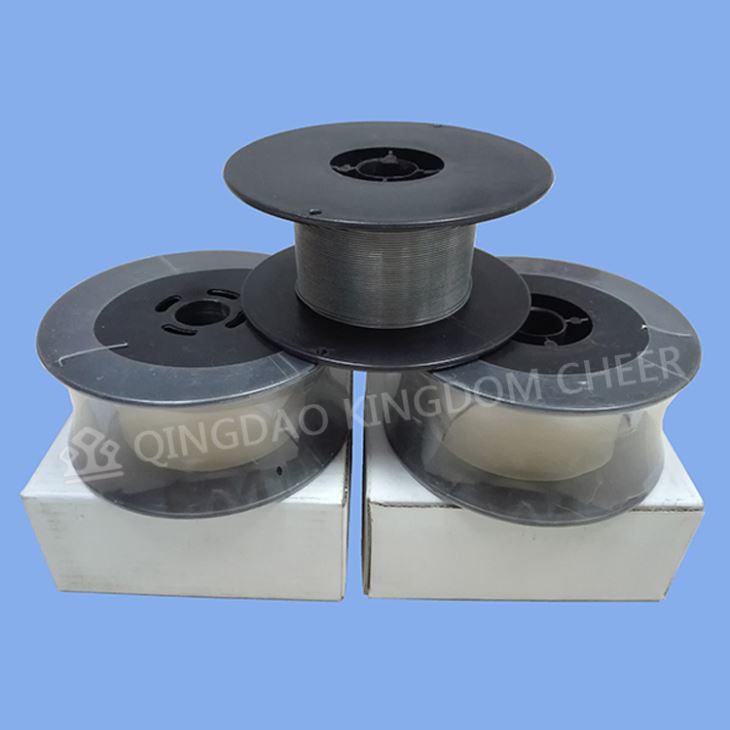
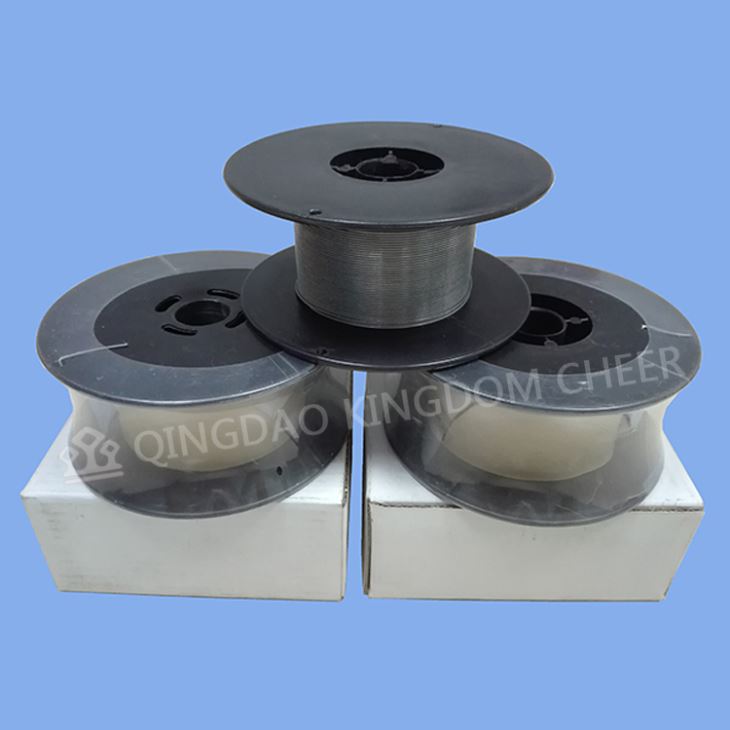
R302L Heat Resistant Steel Flux Cored Wire
Min.Order : 1 Pieces Quick Quotation >
Conpany Profile
Product Details
Application
Applying for welding Low alloy steel structure(15CrMo) which working temperature lower 520? and seam welding of boiler heating surface base on welding of tube-tube sheet.
Characteristic
CO2 shielded flux cored wire for Cr-Mo heat resistant steel is based on titania type with slag system. it has the advantages of arc stability, gentle performance.Suitable for all position welding. The preheating and interpass temperatures are 160-250? when weld.
Chemical analysis of deposit (%)(shielding gas:CO2)
Item | C | Mn | Si | Cr | Mo | S | P |
Assured value | =0.05 | =1.25 | =0.80 | 1.00-1.50 | 0.40-0.65 | =0.030 | =0.03 |
Test value of sample | 0.03 | 0.55 | 0.24 | 1.24 | 0.47 | 0.006 | 0.013 |
Mechanical property of deposited metal:(690±15?X1h heat treatment)
Experiment Items | Tensile Strength Rm/MPa | Yield strength Rel/p0.2 MPa | Elongation A/% |
Assured value | 550-690 | =470 | =19 |
Test value of sample | 600 | 502 | 23 |
Diffusible hydrogen of deposited metal:=10ml/100g(Mercury process) | |||
Welding parameter
Welding wire diameter(mm) | 1.2 | 1.4 | 1.6 |
Welding current(A) | 240-260 | 200-280 | 220-300 |
Attentions
?Direct current electrode positive(DCEP)welding.(Welding wire connecting anode).
?Elongation is 15-20mm, flow rate is 20-25Lmin.
?When in multi pass welding, keep the layer temperature at about 160?-190?.
?Please remove grease, stains,rust and water vapor from the base metal surface before welding.
Product Categories: welding consumables, welding material, Stainless steel flux cored wire, flux cored wire. heat resistant steel flux cored wire

Why use a flux-cored wire?
A flux-cored wire is optimized to obtain performance not possible with a solid wire. For many welding applications like vertical-up welding, flat welding, welding over galvanized, or welding hard-to-weld steels, a flux-cored wire can do it better and faster.
Although gas metal arc welding (GMAW) with a solid mild steel wire is popular, easy-to-use, and effective for many applications, it does have limitations and drawbacks. For example, GMAW is slow for out-of-position welding. It is either limited to short-circuit transfer, which is restricted by many welding codes due to the tendency for lack-of-fusion, or pulse transfer, requiring a special welding power source. It also requires very clean steel.
The ability to add a variety of materials to the core of the welding wire allows many performance enhancements to be made. Slag formers are added to shield the weld pool and shape and support the weld. Iron powder is used to increase deposition rates. Powdered alloys are added to produce low-alloy deposits or improving the mechanical properties. Scavengers and fluxing agents are used to refine the weld metal.
Recommend Product
Privacy Policy -Terms of Use
Greater stability and upgraded communication tools





 Home
Home
 Inquiries
Inquiries
 RFQ
RFQ
 Your Request
Your Request
 My Favorites
My Favorites
 Order
Order